
The Best Time to Evaluate Your Cleanroom Is
Before You Have To
Compliance failures in sterile environments don’t start with a failed inspection.
They start with construction details that weren’t verified, maintenance intervals that drifted, and environmental controls that were never baselined. By the time regulators arrive, the root cause has been building for months.
We have the tools to help you get ahead.
Our Credentials & Accreditations
A2LA Accredited
American Association for Laboratory Accreditation
ISO/IEC 17025 Certified
Testing & Calibration Laboratory Standard
OSHA 30 Certified Team
Occupational Safety & Health Administration
ISPE Member
International Society for Pharmaceutical Engineering
30+ Years of Combined Field Experience
FDA, cGMP, USP 797, and ISO 14644 environments across pharmaceutical, biotech, and sterile compounding
The Hidden Risk
How One Overlooked Detail Can Shut Down a Sterile Facility
In sterile compounding and pharmaceutical manufacturing, failures don't announce themselves. They compound silently until a routine inspection becomes a regulatory event.
Construction Deficiencies
Non-cleanable materials, improper pass-throughs, failing caulk seams
Environmental Drift
Temperature excursions, RH spikes, pressure cascade loss
Contamination Breach
Viable counts rising, surface failures, mold colonization
Regulatory Action
Board refusal, FDA observation, production halt
Example: Construction deficiency → envelope breach → humidity ingress → surface failure → viable counts → Board of Pharmacy refusal
This cascade can unfold over weeks or months, often invisible until it's too late. The consequence is regulatory or operational.

Industry Specific Risks
Every Life Sciences Environment Has a Different Breaking Point
| Environment | Root Failure | Cascade Path | Consequence |
|---|---|---|---|
| Sterile Compounding USP 797 / Board of Pharmacy | Construction deficiency + envelope failure | Humidity ingress → surface failure → viable counts | Board refusal → production halt |
| Pharmaceutical Mfg FDA / cGMP / ISO 14644 | Filter loading + coil fouling | Airflow ↓ → RH spike → condensation → mold | FDA observation → batch hold |
| Biotech / Cell Therapy FDA / EU GMP Annex 1 | Pressure cascade loss + HEPA bypass | Particle exceedance → cross-contamination risk | Product recall → patient safety |
Free Diagnostic Tool
The Cleanroom Self-Diagnostic Guide
Built from 30+ years of field experience, this guide gives your team a structured way to catch the early warning signs that lead to failed evaluations, contamination events, and unplanned downtime.
-
 Covers all six symptom categories — temperature, humidity, pressurization,
particulate, vibration, and microbiological
Covers all six symptom categories — temperature, humidity, pressurization,
particulate, vibration, and microbiological - Step-by-step root cause tracing — follow the same decision tree
our engineers use on site
- Prioritized action items — know exactly what to fix first based
on risk and compliance impact
- Works for ISO 14644, FDA, and cGMP environments — applicable across
pharmaceutical, biotech, and semiconductor cleanrooms
- No vendor required — run it yourself with your existing maintenance
team
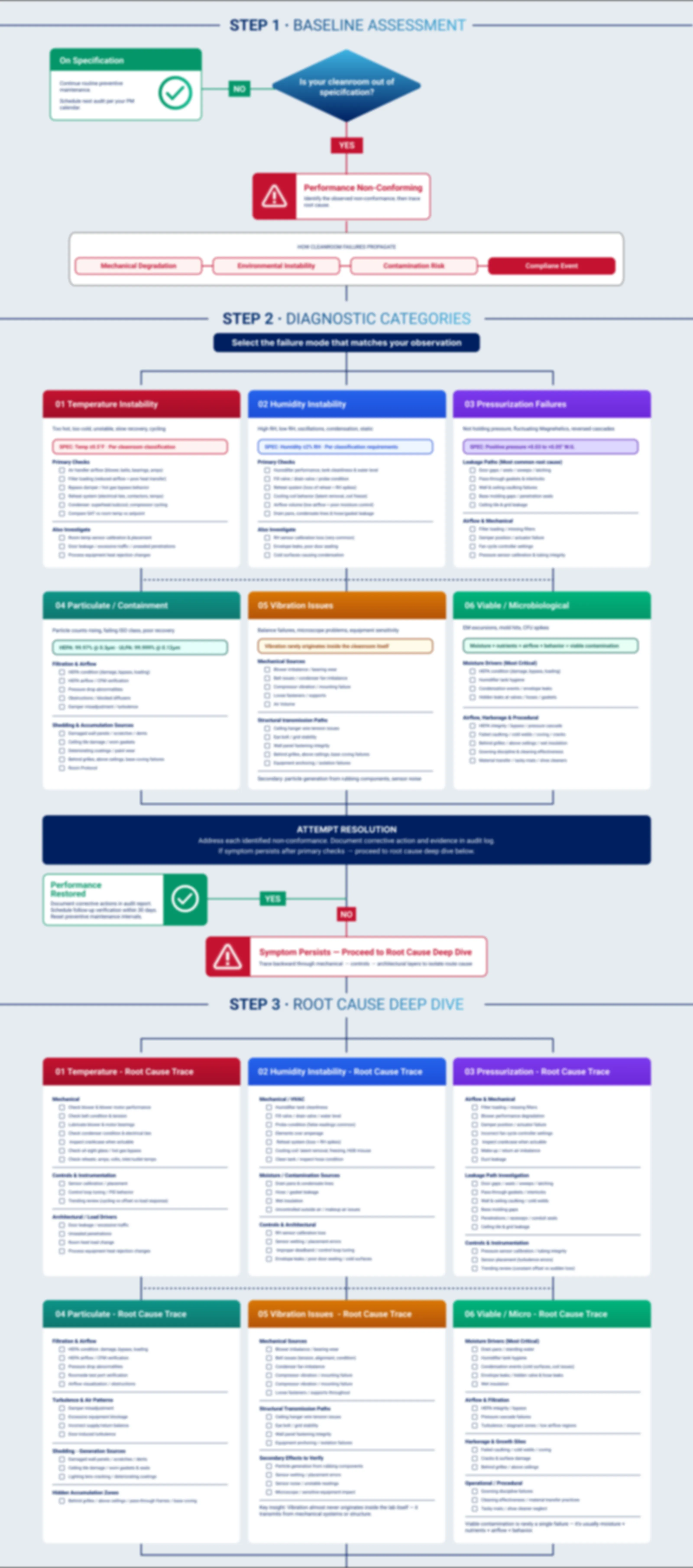
Our Diagnostic Methodology
Built on a Structured, Symptom-First Approach
We don’t provide generic walkthroughs. Every observation traces back to its mechanical, controls, or architectural root cause across three diagnostic layers.
Temperature Instability
Setpoint deviation, HVAC performance, sensor calibration drift
Humidity Instability
RH exceedance, dew point tracking, coil performance, humidifier function
Pressurization Failures
Differential pressure loss, envelope integrity, door seals, penetrations
Particulate / Containment
HEPA integrity, airflow uniformity, particle count trending
Viable / Microbiological
CFU monitoring, surface sampling, environmental trending
Root Cause Traced Across Three Layers
Mechanical / HVAC
Blowers, belts, condensers, reheats, compressors, coils
Controls & Instrumentation
Sensor calibration, PID tuning, trending review, deadband
Architectural / Envelope
Door seals, caulking, penetrations, ceiling grid, coatings
Client Results
Our evaluations span pharmaceutical, semiconductor, metrology, and aerospace environments. Here's one example.
Case Study
Mobilized Within Hours.
Restored Before Regulators Were Involved.
When an immunotherapy biotech discovered active mold in their ISO 7 cleanroom, PE mobilized within hours. Root cause: construction-origin coating failure. Remediated and fully restored before regulators were involved.
5
Days
to full restoration
10
Tests
env. performance
ISO 7
Classification
maintained
Get Started
Request a Complimentary On-Site Evaluation
Our certified engineers evaluate your cleanroom's airflow, filtration, controls, and compliance, then deliver a prioritized action plan.

No Obligation
We'll discuss scope and logistics first
Quick Response
We'll get back to you within 24 hours
Expert Team
Certified cleanroom specialists with 30+ years of experience

Not Ready for an On-Site Visit? Start with the Guide.
Get the same diagnostic framework our engineers use, free, instant, and built for your team to run independently.